-
本文介紹了一種通過PLC對異步電動機(jī)的控鸛實(shí)現(xiàn)定位功能的思路,結(jié)合控棗l任務(wù),完成了硬件電路的搭建及程序設(shè)計(jì),為了保證定位的準(zhǔn)確,設(shè)計(jì)了編碼器脈沖當(dāng)量及電機(jī)在自由停車過程中返回脈沖數(shù)自動測量程序。通過對系統(tǒng)的現(xiàn)場調(diào)試。實(shí)現(xiàn)了控制要求。 [詳情]
-

基于MSP430F149的變頻伺服系統(tǒng)的設(shè)計(jì)與研究
本文設(shè)計(jì)的交流變頻伺服系統(tǒng)將新一代高速單片機(jī)MSP430F149與臺達(dá)轉(zhuǎn)矩控制變頻器VFD-V型相結(jié)合,基于上位機(jī)通訊方式進(jìn)行控制,提高了系統(tǒng)的可控性能及穩(wěn)定性,以單片機(jī)代替了傳統(tǒng)的PLC控制,并與上位機(jī)聯(lián)動進(jìn)行系統(tǒng)參數(shù)調(diào)節(jié),實(shí)現(xiàn)了良好的人機(jī)人機(jī)交互平臺,同時降低了系統(tǒng)的開發(fā)成本以及周期,并在實(shí)際應(yīng)用中取得良好的控制精度及可靠性能,為伺服系統(tǒng)設(shè)計(jì)開發(fā)提供了更好的系統(tǒng)解決方案。 [詳情]
-

基于PLC的單神經(jīng)元PID控制器的設(shè)計(jì)與實(shí)現(xiàn)
本文對于大滯后、時變和非線性的復(fù)雜系統(tǒng),常規(guī)PID控制顯得無能為力。將神經(jīng)網(wǎng)絡(luò)與常規(guī)PID控制相結(jié)合,構(gòu)成單神經(jīng)元自適應(yīng)PID控制器。給出了基于PLC的單神經(jīng)元PID控制系統(tǒng)結(jié)構(gòu),重點(diǎn)介紹了單神經(jīng)元PID控制算法原理,并用結(jié)構(gòu)控制語言編寫了單神經(jīng)元PID控制算法功能塊,該控制功能塊具有通用性且易于移植。經(jīng)實(shí)例證明,與傳統(tǒng)PID控制器相比較,單神經(jīng)元PIO控制器可以顯著改善系統(tǒng)的性能。 [詳情]
-

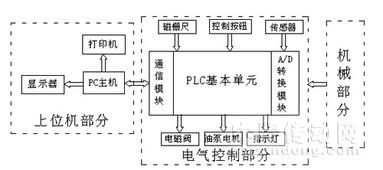
本文以以鏜銑床的工作原理為研究對象。將PLC與觸摸屏相結(jié)合,對普通鏜銑床控制系統(tǒng)進(jìn)行改進(jìn)。并以觸摸屏為人機(jī)界面。設(shè)計(jì)出多窗口操作畫面。從而在保留原有控制面板操作的基礎(chǔ)上增加了觸摸屏的操作方式。使機(jī)床的操作和監(jiān)控更為直觀和方便。著重介紹了PLC一觸摸屏控制系統(tǒng)的結(jié)構(gòu)原理和觸摸屏畫面的設(shè)計(jì)。工程實(shí)例證明。該方案通過較低的成本實(shí)現(xiàn)了機(jī)床的多種操作方式和提供了觸摸屏的監(jiān)控方法,具有很強(qiáng)的可實(shí)施性。 [詳情]
-

深入分析了功能安全的概念和理論特點(diǎn).提出了新時期安全技術(shù)的發(fā)展趨勢,討論了功能安全集成技術(shù)的特點(diǎn)和優(yōu)勢,最后著重對安全集成伺服驅(qū)動技術(shù)進(jìn)行了介紹,并結(jié)合安全集成驅(qū)動技術(shù)的應(yīng)用提出了安全集成伺服驅(qū)動的設(shè)計(jì)方案。 [詳情]
-

PLC是工業(yè)機(jī)械操作的重要技術(shù)支持。本文結(jié)合PLC編程原理,對PLC控制系統(tǒng)抗干擾能力進(jìn)行分析,找出解決辦法及改進(jìn)措施。 [詳情]
-
基于PMAC的數(shù)控技術(shù)試驗(yàn)臺PID參數(shù)整定
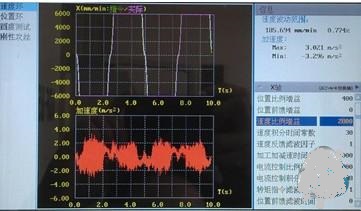
本文論述了基于PMAC運(yùn)動控制卡的數(shù)控技術(shù)試驗(yàn)臺的PID參數(shù)的調(diào)整方法。PID參數(shù)對數(shù)控技術(shù)試驗(yàn)臺的穩(wěn)態(tài)性能和動態(tài)性能有很大的影響,利用PMAC的PlD執(zhí)行程序?qū)ο到y(tǒng)施以階躍信號和拋物線信號,通過響應(yīng)曲線的分析,整定了試驗(yàn)臺的PID參數(shù),使試驗(yàn)臺獲得了良好的性能。 [詳情]
-

本文以西門子SimoDrive611系列的驅(qū)動模塊為例,闡述了其基本結(jié)構(gòu)、常見故障的維修方法,對用戶自主開展西門子伺服驅(qū)動模塊及電源模塊的維修具有一定借鑒意義。 [詳情]
-

基于現(xiàn)場總線的雙CNC軸同步協(xié)調(diào)控制方法研究
雙軸同步控制技術(shù)中,一般的同步控制方法為主從式控制。主從控制方式雖然能有效控制雙軸的同步誤差,但是因主動軸不考慮從動軸的干擾情況,所以控制精度不是很高。文章結(jié)合現(xiàn)場總線的應(yīng)用趨勢提出了一種基于現(xiàn)場總線的雙軸協(xié)調(diào)同步控制方法,充分利用現(xiàn)場總線提供的數(shù)據(jù)信息對兩個同步軸分別進(jìn)行誤差補(bǔ)償。通過雙軸同步控制實(shí)驗(yàn)證明,該方法有效地提高了同步軸的響應(yīng)速度,比主從式控制方式有更高的同步誤差控制精度。 [詳情]
-

激光焊接加工機(jī)床的四軸步進(jìn)電機(jī)控制系統(tǒng)設(shè)計(jì)
本文設(shè)計(jì)一種激光焊接加工機(jī)床的四軸步進(jìn)電機(jī)控制系統(tǒng)。根據(jù)激光焊接加工機(jī)床的特征,構(gòu)造了四軸步進(jìn)電機(jī)控制系統(tǒng)的硬件系統(tǒng)結(jié)構(gòu)圖,設(shè)計(jì)了CNC2000數(shù)控卡與四軸步進(jìn)電機(jī)驅(qū)動器及四軸步進(jìn)電機(jī)的接線圖,并對此系統(tǒng)的軟件結(jié)構(gòu)進(jìn)行了介紹。并給出一個應(yīng)用實(shí)例。該控制系統(tǒng)具有操作靈活方便、可靠性好、精度高等優(yōu)點(diǎn)。 [詳情]
-
PLC觸摸屏直接控制伺服電機(jī)程序設(shè)計(jì)
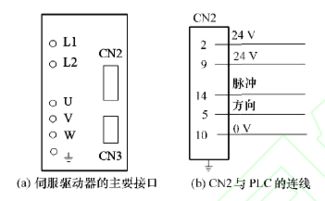
本文以三菱公司的FX3U-48MT-Es-A作為控制元件,GTll55-QFBD-C作為操作元件直接控制三菱伺服電機(jī)的具體程序設(shè)計(jì)。 [詳情]
-

五軸數(shù)控機(jī)床旋轉(zhuǎn)軸位置測定與加工設(shè)置
五軸數(shù)控加工是在三個基本直線坐標(biāo)軸(x、y、z)上增加了兩個旋轉(zhuǎn)軸(A、B、C軸的任意組合)的一種多軸數(shù)控加工方式。五軸機(jī)床的三個直線軸與兩個旋轉(zhuǎn)軸的聯(lián)動加工方式,被稱為五軸聯(lián)動加工;兩個旋轉(zhuǎn)軸進(jìn)行旋轉(zhuǎn)定位,使刀具呈現(xiàn)一定的姿態(tài)角度不變,三個直線軸作聯(lián)動,這種加工方式被稱為五軸定向加工。 [詳情]
-

雙工位8軸熱處理機(jī)床數(shù)控系統(tǒng)的開發(fā)設(shè)計(jì)
本文敘述了利用三菱定位單元構(gòu)成8軸熱處理機(jī)床數(shù)控系統(tǒng)的方法。編程調(diào)試的技術(shù)難點(diǎn)及解決方案。 [詳情]
-
伺服調(diào)整工具調(diào)試配置華中8型數(shù)控系統(tǒng)
目前,硬軌數(shù)控機(jī)床越來越多,本文提供了一個使用伺服調(diào)整工具調(diào)試配置華中8型數(shù)控系統(tǒng)的硬軌數(shù)控機(jī)床的方法,請用戶參考。 [詳情]
-
根據(jù)實(shí)際應(yīng)用中的五軸數(shù)控機(jī)床,在VERICUT軟件中建立其虛擬模型,并對零件的實(shí)際加工過程進(jìn)行仿真,以檢測加工過程中刀具的運(yùn)動軌跡、工件的試切狀況、刀具和夾具、機(jī)床等的相對運(yùn)動是否發(fā)生干涉等情況,可以直接代替實(shí)際加工過程中要加工的零件,提供了對刀位軌跡和加工工藝優(yōu)化處理的可能性,同時可以提高零件的加工效率以及數(shù)控機(jī)床的利用率,保證所編制的數(shù)控程序的正確性和實(shí)際加工過程的安全性,從而為復(fù)雜零件在此類機(jī)床上的加工提供一個虛擬的加工環(huán)境。 [詳情]
- 1SIMATIC PCS neo:面向未來的DCS554590
- 2中國機(jī)器人產(chǎn)業(yè)發(fā)展報告(2019)174517
- 3世界機(jī)器人大會國際頂尖機(jī)器人領(lǐng)域?qū)<揖视^點(diǎn)集錦(二)173693
- 42019世界機(jī)器人大會圓滿落幕173572
- 5世界機(jī)器人大會國際頂尖機(jī)器人領(lǐng)域?qū)<揖视^點(diǎn)集錦(一)170503
- 6格力開始發(fā)力工業(yè)領(lǐng)域 將投10億生產(chǎn)高端醫(yī)療設(shè)備162951
- 7基于工業(yè)互聯(lián)網(wǎng)平臺上——智能工廠實(shí)現(xiàn)的幾點(diǎn)建議155307
- 8亞馬遜的智能物流倉儲系統(tǒng),離我們有多遠(yuǎn)?130065
品專題")
升級")

器人與智能制造")