-
根據(jù)過程控制系統(tǒng)的特點(diǎn)及不同生產(chǎn)工藝過程控制要求,應(yīng)用不同的控制系統(tǒng)才可以既安全可靠又經(jīng)濟(jì)高效地完成生產(chǎn)任務(wù)。目前,國內(nèi)先進(jìn)的大、中型過程控制系統(tǒng)基本上以采用PLC和DCS為主。[詳情]
-
根據(jù)系統(tǒng)的控制要求,確定系統(tǒng)所需的全部輸入設(shè)備(如:按紐、位置開關(guān)、轉(zhuǎn)換開關(guān)及各種傳感器等)和輸出設(shè)備(如:接觸器、電磁閥、信號指示燈及其它執(zhí)行器等),從而確定與三菱PLC有關(guān)的輸入/輸出設(shè)備,以確定PLC的I/O點(diǎn)數(shù)。[詳情]
-

一般來說,對于初次使用PLC的用戶或者是用于控獨(dú)立設(shè)備(單機(jī)控制)的場合,配套日本產(chǎn)的PLC產(chǎn)品,相對來說性能價格比有一定的優(yōu)勢,入門也較容易。對于系統(tǒng)規(guī)模較大、網(wǎng)絡(luò)通信功能要求高、開放性好的分布式PLC控制系統(tǒng),遠(yuǎn)程I/O控制系統(tǒng),歐美生產(chǎn)的PLC可以為網(wǎng)絡(luò)通信功能的發(fā)揮提供一定的便利。當(dāng)然,產(chǎn)品的技術(shù)支持與服務(wù)、價格等因素也是選擇PLC時所必須考慮的問題。[詳情]
-
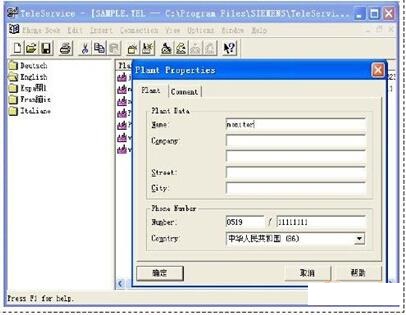
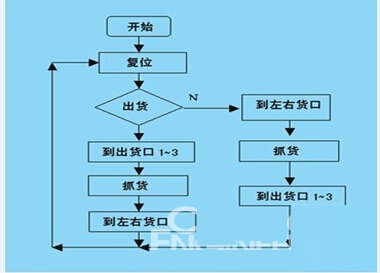
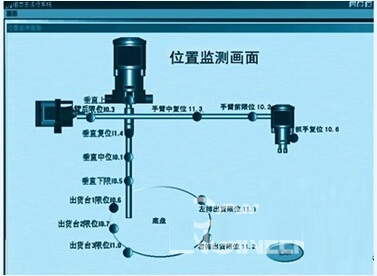
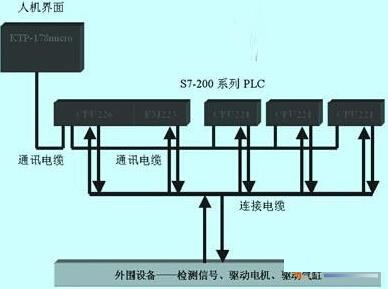
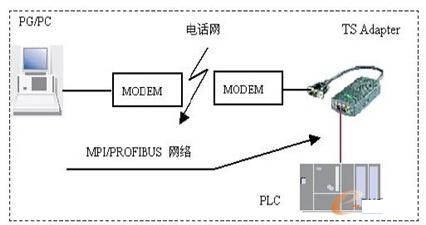
遠(yuǎn)程連接西門子PLC進(jìn)行故障診斷的方法及其應(yīng)用
實(shí)踐證明,PLC產(chǎn)品的大多數(shù)故障的原因,都是在制造過程中產(chǎn)生的。而在制造過程中,要保證產(chǎn)品的可靠性與穩(wěn)定性,最重要的就是產(chǎn)品測試,只有通過完整和全面的測試,才能發(fā)現(xiàn)產(chǎn)品中的問題,再給予解決。[詳情]
-
近些年來,隨著我國的電力、電器行業(yè)的迅猛發(fā)展,對材料提出了新的技術(shù)要求,帶動了銅加工行業(yè)的加工工藝的進(jìn)步。我們參與完成了銅加工設(shè)備中名為“無氧銅桿連鑄機(jī)組”的關(guān)鍵設(shè)備的電控系統(tǒng)的開發(fā)生產(chǎn)。[詳情]
-
PLC及人機(jī)界面在砂帶刮毛機(jī)上的應(yīng)用
本文介紹了人機(jī)界面與兩臺PLC通訊,在砂帶生產(chǎn)線刮毛機(jī)上的應(yīng)用。 在人機(jī)界面上設(shè)定運(yùn)行數(shù)據(jù)通過PLC高速輸出來控制步進(jìn)電機(jī),以調(diào)整刮刀與坯布間的工作間隙。[詳情]
-
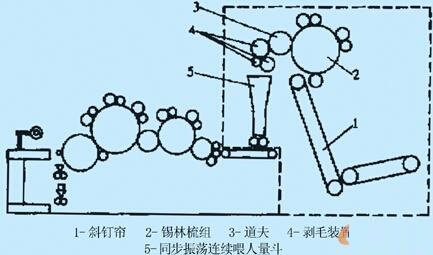
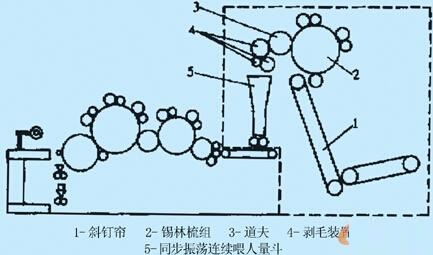
PLC和步進(jìn)電機(jī)在梳理機(jī)改造中的應(yīng)用
以PLC和步進(jìn)電機(jī)為主構(gòu)成的數(shù)字式兔毛梳理機(jī)控制系統(tǒng)的研制成功,為兔毛梳理機(jī)在生產(chǎn)與應(yīng)用環(huán)節(jié)的工藝參數(shù)的調(diào)整,提供了保障。采用本控制系統(tǒng)的兔毛梳理機(jī)各項指標(biāo):適紡原料范圍:兔毛(高比例);條干重量不勻率:1.5%;生條可紡支數(shù):8~60公支;脫毛量:1~mg/100cm2;兔毛制成率≥95%;出條定重:0.125~1g/m;臺時產(chǎn)量:0.3~2kg/h。此外,系統(tǒng)具有控制精度高、操作簡單、運(yùn)行平穩(wěn)、無噪音等優(yōu)點(diǎn)。[詳情]
-
PLC應(yīng)用在焦處理控制系統(tǒng)中應(yīng)用
鋼鐵行業(yè)煤化工廠焦處理工藝存在著操作點(diǎn)多,設(shè)備分布比較松散的特點(diǎn),在滿足工藝要求的前提下,盡量減少勞動定員和勞動強(qiáng)度,是自動化工程技術(shù)人員的課題。隨著信息技術(shù)和網(wǎng)絡(luò)通訊技術(shù)的飛速發(fā)展,充分利用自動化及網(wǎng)絡(luò)技術(shù)就可以得到解決。[詳情]
-
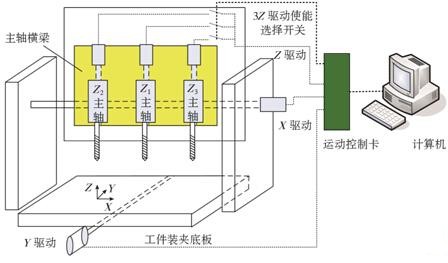
一種可配置的多主軸數(shù)控系統(tǒng)研究與開發(fā)
在現(xiàn)有數(shù)控技術(shù)中,最常用的是單主軸的多軸聯(lián)動數(shù)控系統(tǒng)。這種數(shù)控系統(tǒng)一般一次只能裝夾加工一個工件。而在某些應(yīng)用場合,需要進(jìn)行工件的批量加工,單臺數(shù)控機(jī)床的加工效率難以滿足需要。[詳情]
-

隨著科學(xué)技術(shù)日新月異的發(fā)展,快速成形技術(shù),特別是3D 打印技術(shù)逐漸在制造業(yè)中顯露頭角并成為其不可或缺的一部分。[詳情]
-

目前許多設(shè)備中使用凸輪機(jī)構(gòu)進(jìn)行控制,其中關(guān)鍵零件凸輪的加工一直是機(jī)械加工的難點(diǎn)。傳統(tǒng)的凸輪加工的方法是采用分度頭銑削或靠模法加工,加工難度大、周期長、加工精度低、對操作工人技術(shù)水平要求高,因此傳統(tǒng)的加工方法不能滿足生產(chǎn)的需要[1][2]。[詳情]
-

隨著現(xiàn)代機(jī)械加工技術(shù)的快速發(fā)展,數(shù)控機(jī)床已越來越顯示其優(yōu)越的性能。尤其是五軸加工中心的應(yīng)用,大大提高了機(jī)床的加工效率。[詳情]
-

葉片作為一種復(fù)雜的透平機(jī)械零件,在航空發(fā)動機(jī)中,起著能量轉(zhuǎn)換的關(guān)鍵作用,是提高航空發(fā)動機(jī)推重比的關(guān)鍵部件。[詳情]
-
西門子828D數(shù)控銑床系統(tǒng)刀具管理應(yīng)用
828D數(shù)控系統(tǒng)提供的刀具管理功能因其刀具管理信息直觀透明、刀具調(diào)用高效可靠,大大提高了生產(chǎn)效率和生產(chǎn)安全性。[詳情]
-

生產(chǎn)中遇到許多易變形彈性薄片零件,如常見的墊圈、摩擦片、碟性彈簧,薄板、飛片等,它們剛性差、散熱困難、裝夾時易引起裝夾變形,加工時會出現(xiàn)翹曲,嚴(yán)重影響零件的加工精度。[詳情]
- 1SIMATIC PCS neo:面向未來的DCS554625
- 2中國機(jī)器人產(chǎn)業(yè)發(fā)展報告(2019)174549
- 3世界機(jī)器人大會國際頂尖機(jī)器人領(lǐng)域?qū)<揖视^點(diǎn)集錦(二)173723
- 42019世界機(jī)器人大會圓滿落幕173607
- 5世界機(jī)器人大會國際頂尖機(jī)器人領(lǐng)域?qū)<揖视^點(diǎn)集錦(一)170534
- 6格力開始發(fā)力工業(yè)領(lǐng)域 將投10億生產(chǎn)高端醫(yī)療設(shè)備162980
- 7基于工業(yè)互聯(lián)網(wǎng)平臺上——智能工廠實(shí)現(xiàn)的幾點(diǎn)建議155335
- 8亞馬遜的智能物流倉儲系統(tǒng),離我們有多遠(yuǎn)?130095
品專題")
升級")

器人與智能制造")