封裝膠種類:
1.環氧樹脂 Epoxy Resin
2.硅膠 Silicone
3.膠餅 Molding Compound
4.硅樹脂 Hybrid
根據分子結構,環氧樹脂大體上可分為五大類:
1、 縮水甘油醚類環氧樹脂
2、 縮水甘油酯類環氧樹脂
3、 縮水甘油胺類環氧樹脂
4、 線型脂肪族類環氧樹脂
5、 脂環族類環氧樹脂
環氧樹脂特性介紹:
A 膠:
環氧樹脂是泛指分子中含有兩個或兩個以上環氧基團的有機高分子化合物,一般為bisphenol A type環氧樹脂(DGEBA)

B 膠:
常見的為酸酐類有機化合物,如:MHHPA

EPOXY:
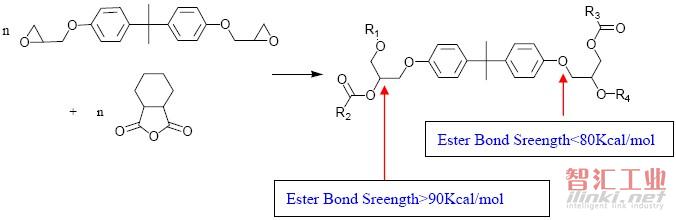
Ether Bond 為Epoxy 封裝樹脂中較弱之鍵,易導致黃變光衰,A 劑比例偏高導致Ether Bond 偏多,易黃化。Silicon 樹脂則以Si-O 鍵取代之。
LED 對環氧樹脂之要求:
1.高信賴性(LIFE)
2.高透光性。
3. 低粘度,易脫泡。
4.硬化反應熱小。
5.低熱膨脹系數、低應力。
6. 對熱的安定性高。
7.低吸濕性。
8.對金屬、玻璃、陶瓷、塑膠等材質接著性優良。
9.耐機械之沖擊性。
10. 低彈性率(一般)。
一、因硬化不良而引起膠裂
現象:膠體中有裂化發生。
原因:硬化速度過快,或者烘烤度溫度不均,導致膠體本身或其與金屬材料間蓄積過大之內應力。
處理方法:
1.測定Tg 是否有硬化不良之現象。
2.確認烤箱內部之實際溫度。
3.確認烤箱內部之溫度是否均勻。
4.降低初烤溫度,延長初烤時間。
二、因攪拌不良而引起異常發生
現象:同一支架上之膠體有部分著色現象或所測得之Tg,膠化時間有差異。
原因:攪拌時,未將攪拌容器之壁面及底部死角部分均勻攪拌。
處理方法:
1. 再次攪拌。
2. 升高A 膠預熱溫度,藉以降低混合粘度。
三、真空脫泡氣泡殘留
現象:真空脫泡時,氣泡持續產生。
原因:
1.樹脂及硬化劑預熱過高,導致抽泡過程中硬化劑持續揮發。
2.增粘后進入注型物中之氣泡難以脫泡。
處理方法:
1.降低樹脂預熱溫度至50~80℃,抽泡維持 50 ℃ 。
2.硬化劑不預熱。
四、著色劑之異常發生
現象:使用同一批或同一罐之色劑后,顏色產生色差且膠體中有點狀之膠裂現象。
原因:
1.著色劑中有結晶狀發生。
2.濃度不均,結晶沉降導致。
處理方法:
依供應商之建議,不同顏色給予不同前處理溫度且均勻攪拌。
五、硬化劑吸濕所產生之異常發生
現象:
1.有浮游或沉降之不溶解物。
2.不透明成乳白色。
原因:
1.因硬化劑水解后成白色結晶。
2.使用后長期放置。
3.瓶蓋未鎖緊。
處理方法:
1.使用前確認有無水解現象。
2.防濕措施。
具體反應過程:
(1).B 膠沒有吸濕時正常膠體反應之過程:

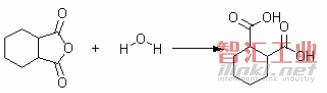
(2).B 膠硬化劑吸濕水解過程:
(3).吸濕后的B 膠硬化劑與A 膠反應。反應性能差,降低材料力學,光學特性:

六、在長烤硬化時有變色(著色)現象
現象:短烤離模后,長烤硬化時有變色(著色)現象。
原因:
1.烤箱內溫度分布不均。
2.烤箱內硬化物放置過于集中,除膠體產生之反應熱外,熱對流不均亦可能造成。
處理方法:
確認烤箱內硬化物分布位置及數量,烤箱熱回圈效果。
七、初烤后,離模品質不良
現象:不易離模。
原因:
1.模條品質。
2.初烤硬化不完全,硬化速率過快(初烤溫度過高)。
3.離模機偏移。
處理方法:
1.確認硬化溫度及查詢膠化時間。
2.確認離模機保持垂直離模。
現象:離模后,膠體表面霧化。
原因:
1.離模劑量使用過多。
2.模條使用次數過多。
3.噴離模劑前,模條溫度過低。
處理方法:
1.調整離模劑使用量。
2.注意模條使用次數。
八、硬化劑變色
現象:硬化劑變黃褐色。
原因:
1.經熱氧化所致。
2.經UV-VIS.光線,氧化所致。
3.硬化劑長期放置或放置于高溫之所。
處理方法:
1.硬化劑不可預熱。
2.保持陰暗處存放。
九、擴散劑之固化凝結
現象:無流動性,成固形狀。
原因:因添加無機物后,樹脂成固體狀(特別是冬天)。
處理方法:加熱融化。
十、支架爬膠
現象:支架爬膠或是過錫爐時不能著錫。
原因:支架表面凹凸不平產生毛細現象,或內含脫模劑。
處理方法:
1.確認支架品質。
2.使用VOC 含量低之膠水或稀釋劑。
3.使用外噴型之膠水。
十一、初烤后支架上有氣泡
現象:硬化物中之支架周圍有氣泡連續地發生。
原因:支架保存于環境濕度較高之場所,操作環境濕度較高。
處理方法:注意操作環境濕度。
(審核編輯: 智匯小新)
分享



