1 前言
特殊工況環境(如高溫、腐蝕、輻射、有害氣體等)中,具有遠程控制與監控功能的機械手不僅可使人脫離惡劣的勞動條件,完成人體不能直接接觸或難以接近的特殊作業,而且還能長時間地安全工作,提高生產率和保證產品質量。現代機械手基于主從控制方式,其執行部分常為電機驅動,但此類機械手價格較貴,限制了在一些場合的廣泛應用。氣動機械手結構簡單、功率體積比高、無污染、抗干擾性強。近年來,隨著氣動技術的迅速發展,氣動元件及氣動自動化技術已越來越多地應用于機械手中。綜合電機驅動與氣動的優勢,本文提出一種四自由度混合驅動工業機械手結構模型及控制系統,采用電機與氣壓驅動相結合,利用電機傳動控制精度高的特點實現機械手的準確定位,利用氣壓驅動優勢實現快速接近及抓取物料的動作;控制系統以S7—200 PLC為底層設備控制器,上位計算機通過串口與PLC組成監控系統,實現遠程分步動作控制和遠程循環動作控制等功能,以滿足特殊環境下遠程操控要求。
2 機械手總體設計
2.1 機械系統設計
從功能角度看,機械手由原動機、執行系統、傳動系統、輔助系統和控制系統等幾部分組成,在結構總體設計中,傳動系統通過對原動機的輸出進行運動和動力變換,帶動多個執行件動作,以滿足系統要求。結構設計基本參數主要有工作空間、運動自由度、有效載荷、運動精度等。依據工作要求,四自由度混合氣動機械手工作空間為球體的一部分,采用極坐標形式。除手爪-15°~300開合動作外,需實現機身-90°~90°回轉、手臂-45°~10°俯仰、手臂伸縮、手腕-180°~+180°旋轉四個自由度,負載能力2 kg。在機械系統設計方案可行性分析中,將各模塊功能的擬草求解方案與其他可達到同樣目標的可行性方案進行比較擇優,列出其形態學矩陣,分析對比各主要傳動方式的優缺點及機械手設計具體要求,最終確定各子功能解法為:機身、手腕旋轉(采用蝸輪蝸桿機構)、手臂伸縮、手指開合(采用氣動裝置)、手臂俯仰(采用螺旋副及連桿機構)。機械手傳動原理如圖1所示。

圖1 四自由度混合型氣動機械手傳動原理
2.2 控制系統設計
控制系統總體設計中,對機械手的位置、速度等進行控制,由于機械手的結構是一個空間開鏈機構,各關節動作獨立,為實現末端點的運動軌跡,需要多關節協調動作。混合型氣動機械手采用S7-200 PLC(CPU226CN)進行程序控制,對相鄰點之間的運動軌跡不作具體規定,僅控制離散點上工業機械手指的位姿,要求盡快而無超調地實現相鄰點間的運動。控制功能模塊中,電磁閥、直流電機、觸動開關控制功能均由$7-200PLC(CPU226 CN)實現,手臂伸縮長度、手臂俯仰程度、手指開合角度控制均由觸動開關控制;機身、手腕旋轉角度通過對直流電機的位置控制實現,手臂伸縮均勻移動功能由流量控制閥通過控制氣流量實現。系統設置三種控制方式:遠程分步動作控制、遠程循環動作控制和工業現場控制,前兩種控制方式在上位機監控界面上進行操作控制,后一種控制方式在工業現場通過設備控制面板按鈕實現。
1 前言
特殊工況環境(如高溫、腐蝕、輻射、有害氣體等)中,具有遠程控制與監控功能的機械手不僅可使人脫離惡劣的勞動條件,完成人體不能直接接觸或難以接近的特殊作業,而且還能長時間地安全工作,提高生產率和保證產品質量。現代機械手基于主從控制方式,其執行部分常為電機驅動,但此類機械手價格較貴,限制了在一些場合的廣泛應用。氣動機械手結構簡單、功率體積比高、無污染、抗干擾性強。近年來,隨著氣動技術的迅速發展,氣動元件及氣動自動化技術已越來越多地應用于機械手中。綜合電機驅動與氣動的優勢,本文提出一種四自由度混合驅動工業機械手結構模型及控制系統,采用電機與氣壓驅動相結合,利用電機傳動控制精度高的特點實現機械手的準確定位,利用氣壓驅動優勢實現快速接近及抓取物料的動作;控制系統以S7—200 PLC為底層設備控制器,上位計算機通過串口與PLC組成監控系統,實現遠程分步動作控制和遠程循環動作控制等功能,以滿足特殊環境下遠程操控要求。
2 機械手總體設計
2.1 機械系統設計
從功能角度看,機械手由原動機、執行系統、傳動系統、輔助系統和控制系統等幾部分組成,在結構總體設計中,傳動系統通過對原動機的輸出進行運動和動力變換,帶動多個執行件動作,以滿足系統要求。結構設計基本參數主要有工作空間、運動自由度、有效載荷、運動精度等。依據工作要求,四自由度混合氣動機械手工作空間為球體的一部分,采用極坐標形式。除手爪-15°~300開合動作外,需實現機身-90°~90°回轉、手臂-45°~10°俯仰、手臂伸縮、手腕-180°~+180°旋轉四個自由度,負載能力2 kg。在機械系統設計方案可行性分析中,將各模塊功能的擬草求解方案與其他可達到同樣目標的可行性方案進行比較擇優,列出其形態學矩陣,分析對比各主要傳動方式的優缺點及機械手設計具體要求,最終確定各子功能解法為:機身、手腕旋轉(采用蝸輪蝸桿機構)、手臂伸縮、手指開合(采用氣動裝置)、手臂俯仰(采用螺旋副及連桿機構)。機械手傳動原理如圖1所示。

圖1 四自由度混合型氣動機械手傳動原理
2.2 控制系統設計
控制系統總體設計中,對機械手的位置、速度等進行控制,由于機械手的結構是一個空間開鏈機構,各關節動作獨立,為實現末端點的運動軌跡,需要多關節協調動作。混合型氣動機械手采用S7-200 PLC(CPU226CN)進行程序控制,對相鄰點之間的運動軌跡不作具體規定,僅控制離散點上工業機械手指的位姿,要求盡快而無超調地實現相鄰點間的運動。控制功能模塊中,電磁閥、直流電機、觸動開關控制功能均由$7-200PLC(CPU226 CN)實現,手臂伸縮長度、手臂俯仰程度、手指開合角度控制均由觸動開關控制;機身、手腕旋轉角度通過對直流電機的位置控制實現,手臂伸縮均勻移動功能由流量控制閥通過控制氣流量實現。系統設置三種控制方式:遠程分步動作控制、遠程循環動作控制和工業現場控制,前兩種控制方式在上位機監控界面上進行操作控制,后一種控制方式在工業現場通過設備控制面板按鈕實現。
3 機械手動作PLC控制
混合驅動機械手傳動系統由底座、旋轉臺、手臂、手腕和手爪等五部分組成(圖1),底座旋轉部分由直流電機M1經減速器驅動蝸輪蝸桿4、5帶動底座作旋轉運動,觸動開關SQl、SQ2控制機械手的極限旋轉角度。手臂俯仰部分由直流電機M2經減速器2及齒輪傳動驅動絲桿旋轉,帶動螺母作水平方向移動,螺母通過連桿機構帶動手臂俯仰,觸動開關SQ3、SQ4,通過限定螺母的起始和終止位置,從而限定手臂的最大俯仰角度。手腕旋轉部分由直流電機M3經減速后驅動蝸輪蝸桿帶動手爪作360。回轉及正反轉。直流電機驅動控制由PLC的輸出端口通過接口電路(圖3)實現。手臂的伸縮由氣缸驅動完成,氣缸伸縮動作由一個三位五通閥控制,通過控制電磁線圈YAl、YA2完成(圖4)。YAl通電、YA2斷電時,氣缸推桿伸出,機械手臂伸長。當YA2通電、YAl斷電汽缸推桿縮回,機械手臂變短。觸動開關SQ5用于限制手臂的最大伸長量。手爪張合由氣缸驅動,通過控制三位五通閥中電磁線圈YA3、YA4的通電狀態實現手爪的張合動作,觸動開關SQ6用于判斷手爪打開的角度。氣缸動作的快慢對整個機械手的穩定性有很大影響,迅速動作時的沖擊力將使整個機械手震動加大,通過調節氣體流速和壓強以控制氣缸運動的平穩性,本試驗中機械手測試氣壓為0.4 MPa。控制系統PLC接線如圖5所示。


圖5 PLC控制系統I/O接線圖
為使程序結構簡潔明了,PLC編程中將手動和自動程序分別編成相對獨立子程序模塊,通過調用指令進行功能選擇,自動/手動切換開關用于工作方式的選擇。手動操作用于整個運動部分的單獨調試操作,自動程序用于使機械手按規定程序循環完成相應動作,其動作流程如圖6。

圖6混合驅動機械手自動操作流程圖
[page]PLC串口監控系統[/page]4 PLC串口監控系統
4.1監控系統組成與工作原理
監控系統底層設備控制器為$7-200 PLC,除主單元CPU226CN外,增加了擴展單元EM223CN和模擬量輸入輸出單元EM235CN。基本單元模塊的RS232異步串行通信口,除作編程口編寫PLC程序外,還可與上位機進行數據通信,當PLC的應用程序調試成功后,該通信口基本處于閑置狀態。基于此,本監控系統開發中使用該通信口通過PC.PPI編程通信電纜與PC機連接,對PLC進行讀寫操作,以實現和上位機的通信。系統工作時,$7-200 PLC CPU 226CN單元及EM223CN單元接收工業現場各種傳感器信號,通過主單元的串行口連接到Pc機的串口上,使PC機能接收來自監控系統的指令信號。PC機控制信號的輸出則通過串口送到PLC中,PLC程序運行結果通過驅動電路控制模型中的直流電機動作。EM235CN單元采集工作現場傳來的壓力傳感器-5V~+5V模擬量電壓信號,PLC通過串口讀出該模擬量值并在計算機上進行圖形顯示與存儲。
目前對底層設備控制器PLC進行監控常有組態軟件、觸摸屏監控和第三方軟件編制的監控軟件,第三方軟件編制的監控軟件靈活性好、系統投資低、能適用于各種系統,混合型氣動機械手監控系統即基于VB語言開發,采用上位機主動的通信方式。PLC內部不需編寫專門的通信程序,只把數據存放在相應的數據寄存器中即可,每個數據寄存器對應著物理通信地址,通信時PC機直接對物理通信地址操作。VB中的MSComm控件串口編程可方便地建立串口連接,實現與其他設備的串行通訊,發出命令,交換數據,以及監視和響應串行連接中發生的事件舊]。應用MSComm控件對PLC進行通信時需先初始化端口,$7-200系列PLC與計算機之間的通信采用RS232標準,傳輸速率9600bp s,偶校驗,使用和校驗,站號0。初始化后PC與PLC串口按通信協議開始通信,計算機與PLC兩者之間的信息交換以“幀”為單位進行的。計算機向PLC發出命令幀,PLC接收到上位機的指令,進行校驗,看其是否正確;若正確,則向上位機傳送數據(包含首尾校驗字節)的響應幀。
4.2 通訊協議
S7—200系列PLC的通訊方式主要有三種:PPI(point-to—point inteffaee)方式、PROFIBUS—DP方式、Freeport(自由口)方式。PPI是一種主.從協議,因目前尚未公開,現場應用中需$7-200與Pc通信時,較多使用自定義的協議與PC通訊H’5’6|。該方式不僅占用了PLC的硬軟件資源,而且當PLC通訊口定義為自由通訊時,編程軟件不能對其進行監控,給程序調試帶來很大麻煩。監控系統開發中,首先通過實驗歸納整理獲取了PPI協議。
PC與PLC采用主從方式通訊,PC按格式發讀寫指令,PLC作出接收正確的響應(返回應答數據E5H或F9H),上位機接到此響應則發出確認命令(10 025C 5E 16),PLC再返回給上位機相應數據。代碼均為十六進制數。PLC命令格式為:

其中:SD為開始符(68H),LD、LDr為長度(從DA到DU),DA為目的地址,SA為源地址,FC為功能碼(6CH或者7CH),DSAP為目的服務存取點,SSAP為源服務存取點,DU為數據單元,FCS為校驗和,ED為結束符(16H)。
一次讀一個數據,讀命令均為33個字節。0—21字節相同,從22字節開始,各字節功能為:
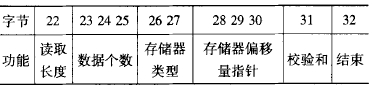
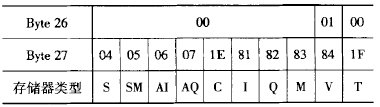
其中Byte 22代表讀取數據的長度,01為1bit,02為Byte,04為1Word,06為Double Word;Byte 23、24、25為讀取數據的個數,Byte23和Byte25固定為0,Byte24配合Byte22來決定讀取數據范圍;Byte 26為存儲器類型,01代表V存儲器,00代表其他;Byte 27為存儲器區,其含義為:
當一次讀多個數據時,前21 Byte與一次讀一個數據相同,長度LD、LDr、Byte 14和Bytel8不同;寫命令時0—21字節相同,從22字節開始功能如下:

其中寫入數據的長度、存儲器類型、存儲器偏移量與讀命令相同,T,C等不能用命令寫入。寫入位數據時Byte 32為03,其它為04,寫人數據的位數為1Bit、1Byte、1Word、Double Word時,Byte 34分別為01H、08H、10H、20H。
4.3 串口監控
為實現對機械手的各項現場控制要求,監控系統開發中設計了串口選擇、點動調整、自動控制、PLCI/O監視、機械手當前運動狀態與極限位置監視、同步FLASH動畫顯示機械手動作、傳感器數據實時顯示與存儲等功能。監控系統工作流程和監控界面如圖7。系統工作時,PC機控制端先給PLC控制系統發送“開始指令”和有關系統設置參數,PLC接收到后開始工作并把處理后的數據通過RS232口傳到Pc機。當PC機經串口對機械手當前運行狀態進行監視時,系統間隔性地向PLC發送讀數據命令,PC機收到數據后對其進行分析提取,然后根據數據做出相應判斷。本監控系統通過發送讀取PLC中IB、QB,VW三塊不通區域數據的命令代碼,實現對PLC的I/O口、機械手行程開關、傳感器的模擬量輸入信號(-5~+5V模擬電壓信號)的監視。當PC機經串口控制PLC時,在PLC程序的每個硬件控制按鈕輸入點上并聯一個中間寄存器,上位機通過串口向PLC發送寫命令指令,將中間寄存器置ON,以間接完成對PLC的控制,從而使VB程序與PLC程序相互結合。

圖7監控系統工作流程與界面
5 結論
自動化、工業化進程中,特殊背景環境中使用機械手已成為一種必然的趨勢,具有遠程控制功能的機械手則可增加系統的安全性,大大節約損耗,提高效率。電機與氣壓驅動相結合的機械手不僅具有電機傳動控制精度高、易準確定位及控制的特點,而且還綜合了氣壓驅動的優勢,使機械手便于實現快速接近及抓取物料的動作。以設備控制器為終端、PC機為控制端的主從式計算機實時監控系統在現代工業設備中得到了廣泛的應用,以一臺上位計算機為主站,以PLC為從站、通過串口基于PPI主從協議方式構建的通信系統可穩定地實現遠程操控、實時數據分析、顯示、存儲及機械手動作實時動畫模擬,滿足特殊環境下遠程操控要求。
(審核編輯: 智匯李)
分享



